電縫管の信頼性
非鉄金属 電縫管は精度だけでなく、強度においても優れた信頼性があります。 大和伸管所では、高周波溶接の溶融部分を出来るだけスクイズアウトし、ビードカットすることにより、 欠陥が発生しやすい部分を皆無にした電縫管を製造しております。 下記に、溶接部(=脆弱性)という電縫管の誤解を払拭する、押出管との強度比較試験結果を掲載しております。ぜひご覧下さい。
C2680TW と C2700T の化学成分比較 (大きな差異はない)
| C2680TW(電縫管) | Cu | Pb | Fe | Zn |
|---|---|---|---|---|
| 規格値 | 63.0-67.0 | 0.05以下 | 0.05以下 | 残部 |
| 1 | 64.43 | 0.003 | 0.004 | 残 |
| 2 | 64.43 | 0.002 | 0.003 | 残 |
| C2700T(押出管) | Cu | Pb | Fe | Zn |
|---|---|---|---|---|
| 規格値 | 63.0-67.0 | 0.05以下 | 0.05以下 | 残部 |
| 1 | 64.43 | 0.003 | 0.004 | 残 |
| 2 | 64.43 | 0.002 | 0.003 | 残 |
C2680TW と C2700T の機械的性質比較 (大きな差異はない)
| C2680TW(電縫管) | 引張強さ N/m㎡ | 伸び % |
|---|---|---|
| 規格値 | 450以上 | ー |
| 1 | 566-579 | 6.2-7.2 |
| 2 | 564-576 | 6.0-7.0 |
| C2700T(押出管) | 引張強さ N/m㎡ | 伸び % |
|---|---|---|
| 規格値 | 450以上 | ー |
| 1 | 567-578 | 6.2-7.0 |
| 2 | 565-580 | 6.2-7.2 |
C2680TW の押し広げ試験データ (JIS規格試験値以上の負荷をクリア)
【試験内容】
試験片の一端に頂角60度の円錐形の矢を押し込み、外形を1.15倍率まで押し広げる。
【考察】
JIS規格試験値を超えた押し広げ倍率(1.4倍)のテストでも割れは認められず。問題なしと判断される。

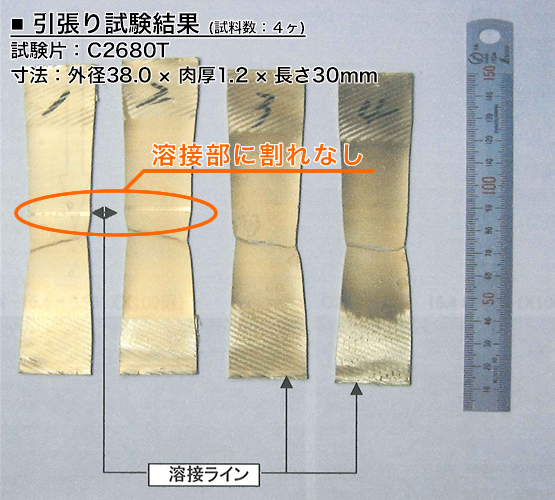
C2680TW の溶接部の引張り試験データ
【試験内容】
溶接部の強度を比較するため、溶接部を中央に配してカットした試験片(№1,№2)と、
母材部分の試験片(№3,№4)を用意。JIS規格試験値である295N/m㎡以上の負荷をかけた。
【考察】
写真の様に、溶接部からの破断は見られず、等しく母材中央から破断している。
このことから、強度的には、むしろ母材よりも溶接部の強度が高いことがわかる。